Когда в единственный нормальный магазин в городе, чуть ли не на заказ, привезли паяльную пасту, я был за ней первый в очереди:)
Давно уже хотел полностью перейти на SMD, как наиболее ленивую технологию — дырки сверлить лень и была паяльная станция LINKO 850, китайский клон незнаю чего (Ну, судя по стилю написания логотипа, косят они все под HAKKO =) Своего рода Adibas =) прим. DI HALT), пока использовавшаяся только для демонтажа. Мосфеты ей с материнок выковыривать — милое дело. Паста у меня была BAKU BK-30G
(У меня такая же грязюка есть. Мерзкая вещь, но паять ей прикольно. прим. DI HALT)
Первые эксперименты по автоматизации были проведены с многоосевыми роботами с использованием пугающих или картезианских моделей. Производительность невелика и поддерживает некоторые типичные противопоказания ручной сварки. Использование сварочной машины для волн гарантирует хорошо зарекомендовавшую себя технологию с высокой производительностью. Обычно он не требует инвестиций, которые уже присутствуют в компании. Технически существуют ограничения по размеру между охраняемыми зонами и приваренными участками, и процесс «довольно грязный», поскольку промывка происходит по всей поверхности поддона и может достигать покрытых частей печатной платы.
 |
Плату разрабатываем как обычно.
Советы по разводке для SMD монтажа
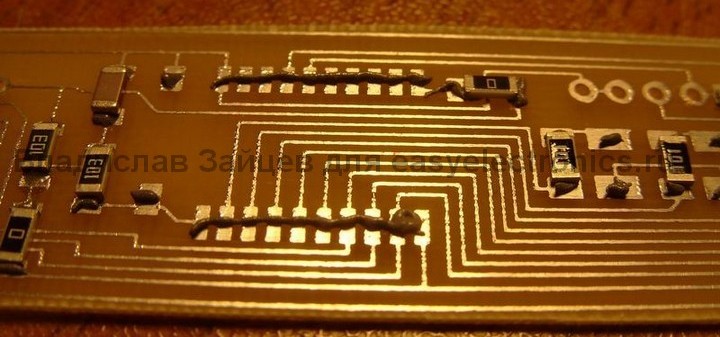
- Две площадки рядом — никогда их не сливайте! Наоборот, растяните, и соедините тонким проводником, так они не слипнутся вместе(что придает неаккуратность плате) и позволит визуально проконтролировать наличие дородки между ними(просто так два резистора рядом, или там проводник).
- Не гонитесь за размером! Делайте площадки чуть больше компонента, и оставляйте между ними достаточно места. Если ограничены в размере, возмите корпус больше, или сделайте двухстороннюю плату. Сам по началу страдал такой фигней. Пока хватает разрешающей способности — ставил как можно ближе к друг другу, теперь куча мелких плат с налепленными в шахматном порядке 1206 компонентами — плату и проводники за ними не видно.
После чего травим как обычно, а вот с лужением есть проблемы:
Я лужу сплавом розе, с последующим снятием горячим резиновым скребком(прям в той же кастрюле/банке где плата лудилась) лишнего слоя — получается плоские проводники практически с зеркальным блеском:)
Также могут возникнуть проблемы с чувствительными к температуре компонентами. Селективный сварочный аппарат становится оптимальным выбором, поскольку он гарантирует качество и повторение соединений и уменьшает ионное загрязнение, так как промывка происходит только на суставах. Процесс сварки совместим с наличием чувствительных к температуре компонентов и является гибким, так как он также применяется на плотно заполненных досках; гарантирует достойную производительность, которая, однако, связана с компоновкой печатной платы и требует сокращения рабочей силы.
Если у вас его нет, можно применить следующий хинт — на маломощный паяльник наматываем оплетку для снятий припоя, залуживаем ее, и проводим по дорожкам, предварительно покрытым флюсом. Если так делать не получается, а лудите жалом — оставляйте на контактных площадках как можно тонкий слой олова.
На плоские дорожки деталюхи практически «приклеиваются» на паяльную пасту, а выпуклый слой олова они устанавливаются хуже. Ладно если это еще резистор — его все равно поверхостным натяжением припоя на место утащит (главное напор воздуха на минимум, чтоб не сдуло).
Испытания на растяжение показали хорошую устойчивость к суставам, изготовленным с помощью селективной сварочной машины; сварные швы удерживают напряжения, вызванные вибрациями и тепловыми напряжениями. При использовании сварочных аппаратов, удерживающих печатную плату и перемещающих сопла, она также исключает возможность создания микротрещин из-за движения челюсти во время образования суставов. Новая движущаяся технология - это ультразвуковая сварка, которая по-прежнему нуждается в роботизированной, декартовой или пугающей системе для необходимой автоматизации.
 |
А вот микруху (например, небезызвестная FT232RL) на выпуклую поверхность ой как сложно ровно установить, все норовит упасть в ямку между дорожками, а если и встанет, поток воздуха даже под малым градусом сдует ее в ту самую ямку, после чего припой загадит и ножки, и контакты, превратив выводы в монолит;-) , а флюс практически полностью испарится через минуту, после чего нормально сдвинуть ее будет практически невозможно, не угаживая выводы предварительно каким нибудь канифоль-гелем.
Селективный сварочный процесс. Как обычно, свариваемость становится более сложной, когда шаг подходит с массовыми склонами или широко распространенными слоями, увеличивая количество слоев и в присутствии компонентов с большой тепловой массой или которые по своей структуре действуют как радиаторы. В автоматизированной сварке с помощью роботизированных систем он более интенсивно вмешивается в переменную, влияющую на геометрию графиков и, в частности, на размер круговой коронки, которая получает объем сплава, необходимый для образования сустава.
Короче, в результате мы должны получить плату с ПЛОСКИМИ контактными площадками (флюс там слабый, к розовой меди и сплаву розе цепляет на ура, а вот к загаженной меди уже не очень).
После чего, хорошенько размешав пасту, осторожно, не допуская пузырей воздуха, затягиваем полужидкую пасту (Паста эта, кстати, имеет обыкновение высыхать, даже будучи плотно закрытой. Можно ее размочить добавив в нее спирта прим. DI HALT) в обычный шприц-инсулинку, надеваем и обламываем (кому как удобно, я сначала обломал иглу, оставив сантиметр, потом плюнул и обломал под корень) иглу.
Соединение также включает в себя размерные соотношения между круглой коронкой, сквозным отверстием, формой и размером штифта, в дополнение к длине выступающей части, выступающей со стороны сварки. Сплав возвращается в отверстие для капилляра, поэтому, если диаметр терминала слишком мал или слишком большой по сравнению с отверстием в отверстии, его трудно подняться. Если штырь слишком сильно выступает, приложенное тепло имеет тенденцию концентрироваться на его конце, поэтому сплав, который всегда стремится к самой горячей зоне, фокусируется на конце доли.
Теперь, хорошенько отмыв, и еще более хорошо высушив (: плату, ляпаем на каждую площадку по чуть-чуть пасты. Сколько именно, можете посмотреть на фото, но после двух-трех раз сами поймете, после чего пинцетом усаживаем рассыпуху.
Советы по установке
- Высокие и крупные компоненты устанавливаем последними. Сначала конденсаторы 0603, потом резисторы 1206, высокие светодиоды, а затем микрухи.
- Под каждый размер — свой пинцет. (или это уже буржуйство?) обычно хватает двух — мелоч и микруху. Ту же 2313 не возьмешь мелким пинцетом, а большим не получается уже так аккуратно резисторы садить, как маленьким — руки дрожат, чтоли. (А мне всегда одного хватало. Прим. DI HALT)
Из за того, что температура станции у меня немного плавает, пришлось научиться определять степень зажаренности по …запаху ^_^ Когда флюс нагревается до рабочей температуры, он начинает пахнуть чем то похожим на ваниль;-), а когда начнет пахнуть горелыми волосами — значит опять я локтем провернул ручку температуры и надо идти и покупать 5 светодиодов, взамен зажаренных. (Я предпочитаю жарить при температуре на выходе фена около 290 градусов. У платы будет градусов на 10 меньше, в самый раз. И поток воздуха на минимум. прим. DI HALT).
Если он слишком короткий, возникает обратная проблема из-за сложности объединения лиги и начала восхождения. Надежность сварочных швов тщательно учитывается при проектировании, ориентированном на продукт, что гарантирует, что дизайн конструкции полностью соответствует техническим требованиям, чтобы гарантировать надежность, требуемую продуктом. применение. Вместе они вносят вклад в определение окна процесса, влияя на производственные мощности. Неотъемлемой частью окна процесса являются параметры сварки, которые вместе вносят вклад в определение теплового профиля.
 |
 |
Поверхностный монтаж печатных плат , также называемый ТМП (технология монтажа на поверхность), SMT (surface mount technology) и SMD-технология (от surface mount device - прибор, монтируемый на поверхность), появился в 60-х годах XX века и получил широкое развитие в конце 80-х годов. Данная технология является наиболее распространенным на сегодняшний день методом конструирования и сборки электронных узлов на печатных платах. Основным ее отличием от «традиционной» технологии монтажа в отверстия является то, что компоненты монтируются на поверхность печатной платы, однако преимущества технологии поверхностного монтажа печатных плат проявляются благодаря комплексу особенностей элементной базы, методов конструирования и технологических приемов изготовления печатных узлов.
Основываясь на характеристиках плиты и ее компонентов, профиль должен быть установлен для правильного формирования суставов, учитывая, что слишком длительное время оказывает негативное влияние на его металлургические характеристики или может вызвать расслоение участков. Неправильный профиль также отражается в образовании пустоты из-за захвата потока.
Сварка лазерной техникой. Наличие твердотельных лазерных устройств позволило современным машинам для селективной сварки покрыть все технологические требования по всем направлениям. Введение лазерной сварки связано с ее способностью использовать высокую энергию, содержащуюся в балке, сосредоточенную только на соединении, которое должно быть сформировано, и поэтому не включает ни подложку, ни смежные компоненты даже в случае более высоких рабочих температур, требуемых для сварки бессвинцовыми сплавами.
Появление технологии поверхностного монтажаПредпосылками к появлению технологии поверхностного монтажа явились растущие требования к микроминиатюризации и технологичности печатных узлов при автоматизированной сборке в условиях расширения области применения электроники как для специальных, так и для бытовых нужд во второй половине XX века.
Лазерная селективная сварка применяется во всех ситуациях, когда волна или восстановление не могут использоваться, будь то процесс, размер или удобство. Существует несколько преимуществ, которые возникают в результате использования системы лазерной сварки. Во-первых, это бесконтактная технология сварки, где теплопередача тщательно контролируется и повторяется. Хорошее образование суставов получается без нагрузки ни на доску, ни на компоненты.
У штампа также могут быть насадки, которые образуют волну диаметром всего 3 мм. При наличии единственной свадьбы высота волны обычно контролируется датчиком, который является неотъемлемой частью рукоятки манипуляции с картой. Компьютер сравнивает заданное значение, заданное программой, с измеренным значением и в случае, если он обеспечивает необходимую настройку. В системах последнего поколения высота ванны контролируется регулярно, когда волна неактивна и генерируется сигнал тревоги, если тигель необходимо очистить от шлака.
Монтаж микросхем на поверхностные контактные площадки без отверстий, так называемый планарный монтаж , в то время успешно применялся в специальной технике. Корпуса микросхем для планарного монтажа имели выводы по двум или четырем сторонам. Обрезка и формовка выводов осуществлялась перед установкой, после чего микросхема фиксировалась на клей или подпайкой и припаивалась специальными роликовыми или гребенчатыми паяльниками, либо на установке пайки волной. До сих пор иногда ошибочно планарную технологию смешивают с технологией поверхностного монтажа.
Эти селективные системы пайки позволяют автоматизировать процесс с самого низкого до самого высокого уровня. Начиная с роботизированной камеры с ручной загрузкой и разгрузкой карты, система полностью входит в линию, где транспортировка печатной платы сопровождается ее обработкой с помощью роботизированного захвата, в котором обязательно находятся сосуды. Свобода перемещения рукоятки широка, достигая наклона до 12 °. Все существующие системы имеют систему видения, которая облегчает правильное позиционирование сварных печатных плат; если отклонение изображения по сравнению с приобретенным фидуцием превышает значение допустимого и заданного значения во время фазы программирования, система вводит сигнал тревоги и не разрешает операцию.
С другой стороны, во время появления поверхностного монтажа существовала и другая технология: технология гибридных модулей и микросхем , в которых применялись компоненты с укороченными выводами или вообще без выводов, устанавливаемые на керамические подложки. Также такие компоненты применялись в СВЧ технике, где длина выводов может оказывать существенное влияние на качество сигнала.
Станция промывки обычно состоит из флюса спрея или струи струи капли. Первый лучше всего подходит для незаметно расширенных областей, а второй ограничивает рабочую зону с предельной точностью. Не существует универсальной сварочной системы, которая в то же время полностью отвечает требованиям гибкости и производительности. Желаемый компромисс должен быть идентифицирован во время покупки, так как изменение производительности не может быть выполнено.
Эта тенденция расширяется, и часто резисторы имеют надпись вместо ценности. Жизнь электронного дизайнера сложна, но эта таблица немного помогает. Основная причина сбоев - не неисправные компоненты, а плохо спроектированные печатные схемы. Слизы слишком маленькие, тропы проходят между штифтами интегрированных, несуществующей изоляцией, сквозными отверстиями, которые теряют металлизацию, крошечные смолы и многие другие дефекты, настолько общие, что мы больше не имеем значения. Если схема подключения хорошо спроектирована, компоненты не ломаются самостоятельно.
Технология монтажа на поверхность объединила в себе преимущества данных технологий, позволив существенно уменьшить массу и габариты печатных узлов, улучшить электрические характеристики и повысить технологичность сборки устройств на печатных платах.
Преимущества поверхностного монтажаТехнология поверхностного монтажа по сравнению с технологией монтажа в отверстия обладает рядом преимуществ как в конструкторском, так и технологическом аспекте.
Компоненты необходимо переделать несколько раз, и вы теряете много времени. Но мы разрабатываем только небольшие модули, которые могут быть легко собраны и протестированы. И небольшие модули могут быть сконструированы так, чтобы быть сверхнадежными и нечувствительными к помехам.
В точках с высоким импедансом и чувствительных к помехам дорожки должны быть как можно короче. Будьте осторожны, чтобы массовые циклы могли вести себя как петля и создавать помехи. Если это долго, лучше не закрывать их полностью. Чувствительные тропы не обязательно должны соединяться с тропами, которые могут вызвать помехи. Двухсторонние цепи создают емкостные связи между склонами на противоположных гранях. Как только бассейн растает, компоненты должны упасть сами по себе, их не нужно тянуть. Избегайте делать абсурдные круги со склонами. Если вы не можете пойти хорошо, переустановите компоненты, даже несколько раз. Это стоит долгое время, чтобы создать хороший проект, и это все время, чтобы спасти его позже. Окончательная работа лучше, и она не ломается только, чтобы смотреть на нее.
- Щедрая изоляция.
- Вы не можете сделать это, соблюдая приличную изоляцию.
- Увеличьте изоляцию в зонах с высоким импедансом или высоким напряжением.
- Чувствительные дорожки должны быть окружены массовыми склонами.
Снижение габаритов и массы печатных узлов. Компоненты для поверхностного монтажа имеют значительно меньшие размеры по сравнению с элементной базой для монтажа в отверстия. Как известно, бόльшую часть массы и габаритов микросхемы составляет отнюдь не кристалл, а корпус и выводы. Размеры корпуса продиктованы в основном расположением выводов (могут существовать и другие факторы, например, требования по теплоотводу, но они значительно реже являются определяющими). Поверхностный монтаж позволяет применять компоненты с существенно меньшим шагом выводов благодаря отсутствию отверстий в печатной плате. Поперечные сечения выводов могут быть также меньше, поскольку выводы формуются на предприятии-изготовителе компонентов и не подвергаются существенным механическим воздействиям от разупаковки до установки на плату. Кроме того, эта технология позволяет применять корпуса компонентов с контактными поверхностями, заменяющими выводы.
Прежде всего, вы должны использовать свинцовый пруд. Бессвинцовые пруды могут использовать его только в производстве, потому что они предварительно разогревают куски, сохраняют все раскисленные и добавляют жидкий флюс. Если вы используете его вручную, вы просто делаете пирог.
Очень важно, что важнее, чем вы можете себе представить, - это хорошо видеть и очень увеличиваться. Поэтому требуется много света и правильных линз. И крепко держи! Положите пинту пруда между припоями и пайками. Растворите несколько миллиметров пруда и немедленно удалите его. Сварщик всегда останавливался! Подождите одну или две секунды, когда пруд перестанет курить. Вытащите сварщика.
- Возможно, используйте небольшой порок или инструмент.
- Держите сварщика правой рукой.
- Держите пруд левой рукой.
- Держите запястья, опираясь на стол, чтобы стабилизировать руки и не трястись.
- Поместите припой точно на стык между двумя частями, подлежащими пайке.
Современная технология поверхностного монтажа позволяет устанавливать компоненты с обеих сторон печатной платы, что позволяет уменьшить площадь платы и, как следствие, габариты печатного узла.
Улучшение электрических характеристик. За счет уменьшения длины выводов и более плотной компановки значительно улучшается качество передачи слабых и высокочастотных сигналов.
Сварочный аппарат всегда должен быть неподвижным. Пруд должен скользить один, не перемещая сварщика. Если сварка не очень хорошая, не чистите и не пейте паяльником, а утилизируйте, обновите паяльные детали и даже пресноводный сварочный аппарат и начните снова.
Промойте кончик сварочного аппаратаПровода должны быть скручены на два миллиметра, возможно, скручены и предварительно заправлены свежим оловом. Только хорошо подготовленные провода могут быть свариты, со свежим прудом, который хорошо течет и хорошо их покрывает. Если наконечник сварщика не совсем серебристый, очистите его на влажной губке и несколько раз обновите его новым прудом.
Повышение технологичности. Это преимущество является, пожалуй, основным, позволившим поверхностному монтажу получить широкое распространение. Отсутствие необходимости подготовки выводов перед монтажом и установки выводов в отверстия, фиксация компонентов паяльной пастой или клеем, самовыравнивание компонентов при пайке - все это позволяет применять автоматическое технологическое оборудование с производительностью, недостижимой при соответствующей стоимости и сложности технических решений при монтаже в отверстия. Применение технологии оплавления паяльной пасты значительно снижает трудоемкость операции пайки по сравнению с ручной или селективной пайкой, и позволяет экономить материалы по сравнению с пайкой волной.
Повышение ремонтопригодности. Современное ремонтное оборудование позволяет снимать и устанавливать компоненты без повреждений даже при большом количестве выводов. При монтаже в отверстия эта операция является более сложной из-за необходимости равномерного прогрева достаточно теплоемких паяных соединений. При поверхностном монтаже теплоемкость соединений меньше, а нагрев может осуществляться по поверхности горячим воздухом или азотом. Тем не менее, некоторые современные компоненты для поверхностного монтажа являются настолько сложными, что их замена требует специального оборудования.
Снижение себестоимости. Уменьшение площади печатных плат, меньшее количество материалов, используемых в компонентах, автоматизированная сборка - все это при прочих равных условиях позволяет существенно снизить себестоимость изделия при серийном производстве.
Типичная последовательность операцийВ технологии поверхностного монтажа, как правило, применяются два метода пайки: пайка оплавлением припойной пасты и пайка волной. В зависимости от применяемого метода пайки последовательность операций различна.
Основное преимущество метода пайки волной - возможность одновременной пайки компонентов, монтируемых как на поверхность платы, так и в отверстия. При этом пайка волной является самым производительным методом пайки при монтаже в отверстия. В современных конструкциях доля монтажа в отверстия постоянно снижается, а развитие более экономной и качественной селективной пайки позволяет автоматизировать пайку компонентов, монтируемых в отверстия, без применения волны. Эти факторы приводят к тому, что производители все чаще отказываются от пайки волной, применяя метод оплавления для поверхностно-монтируемых компонентов и ручную или селективную пайку для компонентов, монтируемых в отверстия.
Пайка волной, как и селективная пайка, применяется при так называемой смешанной технологии, когда на плате одновременно присутствуют компоненты, монтируемые на поверхность и в отверстия. Полностью избавиться от монтажа в отверстия в большинстве современных устройств не удается, тем не менее, множество изделий уже собирается с применением только поверхностного монтажа.
Прежде, чем привести типичную последовательность операций при использовании метода пайки оплавлением для сборки платы, не содержащей компонентов для монтажа в отверстия, рассмотрим состав и особенности паяльной пасты.
Паяльная пастаПайка оплавлением основана на применении специального технологического материала - паяльной пасты. Она содержит три основных составляющих: припой, флюс (активаторы) и органические наполнители.
Припой в паяльной пасте содержится в виде частиц, имеющих, как правило, форму шариков. Размер шариков составляет несколько десятков микрометров, типичное значение 20-25 мкм. Форма шариков наиболее оптимальна с точки зрения нанесения пасты, поскольку они легко и предсказуемо проходят через апертуры трафарета и иглы дозаторов и приводят к минимальному износу оснастки. Кроме того, шарик, имея минимальную площадь поверхности при заданном объеме, обладает наилучшими характеристиками по окислению. Проводились эксперименты с другими формами частиц, в основном для снижения скорости разделения фракций при хранении, однако их преимущества оказались незначительными, а недостатки существенными. Размер шариков влияет на так называемую разрешающую способность пасты, т.е. минимальный размер апертуры, через которую она может быть нанесена. Минимальный размер апертуры также зависит от оборудования нанесения, но обычно считается, что он должен быть примерно в 5 раз больше среднего диаметра шарика в пасте.
Состав припойного сплава, применяемого в пастах, такой же, как и при других методах пайки. Обычно это эвтектический сплав олово-свинец, либо SAC-сплав (Sn-Ag-Cu) при применении бессвинцовой технологии. Широкое распространение получили сплавы олово-свинец с добавлением 2% серебра, обеспечивающие снижение миграции серебра с покрытия контактных поверхностей компонентов в материал припоя. Также применяются и другие сплавы, с содержанием висмута, индия, золота и других материалов.
Флюсы служат для подготовки поверхности перед пайкой. Их наличие в паяльной пасте является преимуществом метода оплавления, поскольку позволяет отказаться от операции нанесения флюса. Флюсы различаются по активности и методу удаления остатков. Активные флюсы применяются при пайке компонентов и плат с плохой паяемостью, либо когда качество подготовки поверхностей критично по другим причинам. В бессвинцовой технологии из-за худшего смачивания поверхностей припоем применяются более активные флюсы, чем при использовании оловянно-свинцовых припоев. Недостатком активных флюсов является необходимость их тщательного удаления после пайки. Остатки активных флюсов могут приводить к коррозии проводников платы в процессе эксплуатации, а также при повышенной влажности вызывать образование электролитов на поверхности плат, приводящих к гальваническим эффектам, например, росту медных дендритов.
По методу удаления остатков большинство флюсов делится на не требующие отмывки, водосмываемые и смываемые растворителями. Если флюс не требует отмывки, это не означает, что его остатков на плате после пайки нет. Остатки таких флюсов не влияют на внешний вид изделия и не приводят к выходу изделия из строя при нормальных условиях эксплуатации. Такие флюсы применяются в бытовой и лабораторной аппаратуре и имеют низкую активность. В аппаратуре, эксплуатируемой при воздействии повышенной влажности и в широком диапазоне температур, применение таких флюсов нежелательно, и их остатки должны быть удалены растворителями.
Остатки водорастворимых флюсов могут удаляться горячей деионизованной водой. Эти флюсы могут быть активны. Иногда в состав паст с водосмываемыми флюсами вводятся ПАВ, улучшающие процесс отмывки. Флюсы, требующие отмывки, должны удаляться в течение строго определенного промежутка времени после пайки. Обычно это время составляет 8 ч.
Ввиду широкой распространенности и технологичности водосмываемых флюсов и флюсов, не требующих отмывки, флюсы, смываемые растворителем, практически не применяются.
На текущий момент подавляющем большинстве случаев при сборке электроники применяются именно флюсы не требующие отмывки, т.к. это позволяет уменьшить количество операций и снизить стоимость процесса.
Прочие органические наполнители вводятся в состав паяльных паст для регулирования их свойств, таких как тиксотропность, холодная и горячая осадка, клейкость и др.
Тиксотропность пасты является одним из важнейших свойств, обеспечивающих ее качественное нанесение. Паста обладает переменной вязкостью. При прохождении через апертуры трафарета или иглу дозатора вязкость пасты уменьшается, а после нанесения - увеличивается, что позволяет зафиксировать форму отпечатка.
Осадка пасты - ее неизбежное свойство, заключающееся в растекании отпечатка со временем. Из-за холодной осадки, происходящей при нормальной температуре, время жизни отпечатков до пайки ограничено. Горячая осадка, возникающая в процессе нагрева при оплавлении, может приводить к припойным перемычкам.
Паста также обладает клеящими свойствами для первичной фиксации компонента. Нанесенная на плату паста сохраняет клейкость ограниченное время, обычно составляющее порядка 8 ч. Кроме того, следует учитывать, что из-за клейкости паста имеет свойство собирать пыль.
Часто флюс и прочие органические наполнители в составе пасты считают за одну группу компонентов, несмотря на различное их назначение.
Последовательность операций при применении технологии поверхностного монтажа с использованием пайки оплавлениемКомпоненты для поверхностного монтажа не требуют специальной подготовки перед установкой. После разупаковки и очистки платы, как правило, выполняется следующая последовательность операций.
1. Нанесение паяльной пасты. Паяльная паста наносится на контактные площадки либо с помощью дозатора, либо через трафарет. При выполнении данной операции необходимо получение отпечатков, содержащих определенный объем пасты. Недостаток пасты может приводить к отсутствию соединения, избыток - к перемычкам и низкой прочности соединения. Объем пасты зависит от конструкции конкретного компонента и размера контактной площадки.
Использование дозатора - более гибкий, но менее точный и производительный метод, обычно применяющийся при опытном производстве. Пасты для дозирования поставляются в стандартных шприцах, совместимых с большей частью оборудования. На шприц устанавливаются иглы различного диаметра, обеспечивающие нанесение определенного объема пасты. Также объем пасты может регулироваться давлением и временем нанесения. При длительном дозировании паста нагревается, что изменяет ее реологические свойства и может приводить к ухудшению качества печати. Дозирование может производиться вручную, либо на автоматическом оборудовании. Некоторые автоматы установки компонентов начального уровня имеют возможность установки дозатора вместо установочной головки.
Трафаретная печать - наиболее распространенный метод нанесения пасты в серийном производстве. Паста наносится путем продавливания ракелем через апертуры (отверстия) в металлическом трафарете. Объем пасты определяется размером апертур и толщиной трафарета. Апертуры, как правило, выполняются несколько меньшими по размерам, чем контактные площадки (примерно на 5-10% с каждой стороны). В некоторых случаях для получения требуемого объема пасты применяются ступенчатые трафареты с переменной толщиной. Трафарет обычно выполняется из нержавеющей стали методом лазерной резки. Также применяются медные трафареты, получаемые травлением, однако их применение ограничено достаточно низкой разрешающей способностью.
Трафаретная печать выполняется на автоматах, полуавтоматах и вручную. Основными режимами, влияющими на качество печати, являются скорость, угол наклона и усилие ракеля. Скорость ракеля обычно задается характеристиками пасты. Типичное ее значение составляет порядка 20-25 мм/с, однако современные пасты допускают печать со скоростью 150-200 мм/с. Типичный угол наклона ракеля составляет 60º. Ракель должен двигаться таким образом, чтобы паста образовала катящийся валик.
Также важным аспектом является отделение трафарета от платы.
Автоматы выполняют нанесение полностью автоматически, включая совмещения трафарета с платой, проход ракеля, отделение трафарета и его очистку. Полуавтоматы обеспечивают необходимые угол наклона и усилие на ракель, а движение ракеля осуществляется оператором вручную по направляющим.
2. Установка компонентов. Установка компонентов осуществляется, как правило, по программе на автоматах установки из стандартных упаковок, в которых компоненты поставляются заводом-изготовителем, но при единичном и мелкосерийном производстве может применяться ручная установка с помощью вакуумного пинцета или манипулятора, а также автоматизированная установка на полуавтомате (манипуляторе с указателем места установки компонента по программе).
Производительность при ручной установке может составлять несколько сотен компонентов в час в зависимости от квалификации сборщика и сложности платы. При полуавтоматической установке производительность лежит в пределах примерно 400-700 компонентов в час.
Производительность при применении автомата в значительной степени зависит от типа автомата, сложности платы и оптимальности программы установки. Типичная производительность автоматов начального уровня лежит в пределах 1500-5000 компонентов в час. Типичная производительность серийных автоматов составляет 10-50 тыс. компонентов в час. Современные высокоскоростные автоматы обладают максимальной производительностью до нескольких сотен тысяч компонентов в час. Однако следует отметить, что максимальная производительность на практике не достигается. Для реальной оценки производительности автомата необходимо его максимальную производительность умножить на эмпирический коэффициент, зависящий от сложности устройств, выпускаемых на предприятии. В большинстве случаев данный коэффициент лежит в пределах 0,5-0,6.
В современном оборудовании захват компонентов осуществляется вакуумной головкой. Для захвата тяжелых компонентов применяются специальные насадки. Разработчики компонентов для обеспечения возможности вакуумного захвата создают сбалансированные компоненты с определенным центром масс. В некоторых случаях (например, у длинных мезанинных разъемов), возможность захвата вакуумом требует специальных деталей с широкой горизонтальной плоскостью, снимаемых с компонента после установки.
Можно выделить три группы компонентов по сложности установки: обычные компоненты (ЧИП-компоненты в корпусах до 0402 включительно, микросхемы с шагом выводов до 0,8 мм и т.п.); компоненты с мелким шагом, также называемые Fine-Pitch-компоненты, шаг выводов которых менее 0,8 мм, а также ЧИП-компоненты в корпусах 0201 и менее; микросхемы с матричным расположением выводов (BGA, μ-BGA и др.) Точность установки компонентов первой группы и мелких ЧИП-компонентов на паяльную пасту должна обеспечивать попадание вывода или контактной поверхности компонента своей большей частью (порядка 80%) на контактную площадку и отсутствие попадания на соседнюю площадку. Высокой точности установки не требуется, поскольку при оплавлении силы поверхностного натяжения пасты центрируют компонент. Установка компонентов второй группы без применения автомата весьма сложна, а компонентов третьей группы в производственных условиях практически невозможна. При автоматической установке компоненты второй и третьей группы требуют высокоточных автоматов, которые для установки обычных компонентов в серийном производстве, как правило, не применяются из-за снижения производительности. Поэтому при наличии на плате компонентов различных групп установка производится, как минимум, в два этапа: сначала на высокопроизводительном оборудовании устанавливаются обычные компоненты, поскольку они менее чувствительны к возможному смещению при дальнейших операциях, а затем на высокоточном оборудовании - Fine-Pitch и прочие компоненты. В мелкосерийном и единичном производстве для установки компонентов с мелким шагом и матричным расположением выводов применяются специальные прецизионные установки с оптической системой совмещения.
3. Пайка оплавлением. Процесс оплавления припоя, содержащегося в паяльной пасте, выполняется в печах путем нагрева печатной платы с компонентами. Нагрев может осуществляться различными способами: инфракрасный (ИК), конвекционный нагрев и нагрев в паровой фазе. Наиболее широкое распространение получил конвекционный нагрев.
ИК-нагрев осуществляется ИК лампами. Основным недостатком ИК-метода является зависимость температуры от степени черноты нагреваемой поверхности, в результате чего корпуса компонентов часто нагреваются до бόльших температур, чем паста. Из-за неравномерности нагрева данный метод в настоящее время самостоятельно практически не применяется. В некотором оборудовании ИК-метод используется в комбинации с конвекцией. Конвективная пайка осуществляется с помощью потоков горячего воздуха или азота. Печи, предназначенные для серийного производства, позволяют получить достаточно равномерный нагрев. Возможность применения азота позволяет получать более качественные паяные соединения. Пайка в паровой фазе осуществляется путем передачи тепла от испаренного теплоносителя. Данный метод является самым безопасным для изделия, но и самым дорогим.
Пайка оплавлением выполняется путем изменения температуры по заданному закону, называемому температурным профилем пайки (). Типичный профиль состоит из постепенного нагрева с заданной скоростью до температуры предварительного нагрева (первый фронт), выдержки (первая ступень), нагрева до т.н. пиковой температуры (второй фронт), превышающей температуру плавления припоя, небольшой выдержки (вторая ступень) и охлаждения с заданной скоростью.
Рис. 1.
Фронты температурного профиля должны иметь определенный наклон, что необходимо для снижения теплового удара. Наклон фронта определяется свойствами паяльной пасты, требованиями, предъявляемыми изготовителями компонентов и конструкцией платы. Если нагрев оказывается слишком быстрым, это может привести к повреждению платы или компонентов, а также неоптимальной работе паяльной пасты. Если нагрев слишком медленный, это необоснованно удлиняет операционный цикл пайки. Типичные значения скорости нагрева лежат в пределах от 2 до 3 ºС/с.
Первая ступень необходима для прогрева платы и компонентов, удаления из них влаги, активации флюса и частичного удаления органических наполнителей, содержащихся в паяльной пасте (высушивание пасты). Температура ступени зависит, в основном, от типа пасты и, как правило, лежит в пределах 100-150ºС для паст на основе эвтектического оловянно-свинцового припоя и 150-175ºС для бессвинцовых паст.
Вторая ступень представляет собой собственно пайку. В этой части профиля осуществляется испарения большей части органических составляющих, включая флюс, и оплавление припойных шариков. Пиковая температура и время выдержки при температуре, выше точки плавления припоя, зависят от многих факторов и выбираются, как правило, для каждого изделия индивидуально. Пониженные температура и время выдержки могут привести к отсутствию плавления припоя, повышенные - к повреждению компонентов, платы, а также вскипанию флюса, что приводит к разбрызгиванию припоя с образованием дефекта «припойные шарики». Разность между максимальной и минимальной допустимыми пиковыми температурами называется окном процесса. Для бессвинцовых сплавов из-за более высокой температуры плавления окно процесса уже, чем для оловянно-свинцовых, поэтому бессвинцовая пайка требует лучшей управляемости процесса.
Охлаждение, также как и нагрев, должно производиться с заданной скоростью.
Реальный профиль оказывается сглаженным за счет теплоемкости платы и компонентов (). Профиль также зависит от точки на плате, поскольку разные области печатного узла обладают различной теплоемкостью.

Рис. 2.
Достижение профиля осуществляется одним из двух способов: либо плата помещается в камеру печи, температура в которой изменяется по заданному закону (камерные печи), либо плата продвигается на конвейере через несколько камер (зон) печи с постоянными температурами (конвейерные печи). Число зон в конвейерных печах определяется требуемыми наклонами фронтов, температурами и скоростью охлаждения. В современных печах, предназначенных для бессвинцовой пайки, число зон, как правило, находится в пределах 7-10. Конвейерные печи более дорогие, но позволяют обеспечить лучшую управляемость процесса и высокую производительность, поэтому камерные печи применяются только в единичном и мелкосерийном производстве.
После операции пайки, в зависимости от типа применяемой пасты, плата может подвергаться отмывке и сушке.
Последовательность операций при применении пайки волнойПри применении пайки волной после разупаковки и очистки платы и подготовки компонентов обычно выполняется следующий набор операций.
1. Нанесение клея. Нанесение клея выполняется с помощью ручного или автоматического дозатора из специальных шприцов, в которых клей поставляется. Клей наносится в области расположения компонентов, монтируемых на поверхность, таким образом, чтобы обеспечить приклейку компонента к плате, но не покрыть клеем контактные площадки. Клей, как правило, наносится по одной капле на компонент, или по две капли, образующие «седло». Последний способ применяется обычно для компонентов в цилиндрических корпусах (например, MELF) для предотвращения скатывания компонента. Установка компонентов на клей необходима для их фиксации, в противном случае компоненты могут быть смыты волной припоя.
2. Установка компонентов, монтируемых на поверхность.
Установка компонентов производится аналогично установке при применении пайки оплавлением.
Точность установки компонента при использовании клея должна быть достаточно высокой, поскольку компоненты фиксируются клеем, и характерного для пайки оплавления самовыравнивания не происходит. Обычно точность установки определяется размерами и расположением контактных площадок.
Следует заметить, что для компонентов с матричным расположением выводов (BGA, CSP, QFN) пайка волной не применяется, поскольку их контактные поверхности расположены под корпусом компонента, и в их зону доступ волны невозможен.
3. Полимеризация клея. Полимеризация клея завершает процесс фиксации компонентов. Обычно полимеризация производится в сушильных шкафах при повышенной температуре и необходимой вентиляции. Процесс полимеризации определяется типом применяемого клея.
4. Установка компонентов в отверстия. Эта группа операций полностью аналогична установке компонентов при применении технологии монтажа в отверстия. Компоненты должны фиксироваться для обеспечения правильности их положения в процессе пайки. При применении смешанной технологии с пайкой волной компоненты, монтируемые в отверстия, устанавливаются со стороны, противоположной компонентам, монтируемым на поверхность.
5. Нанесение флюса. Флюс наносится на поверхность платы со стороны пайки, т.е. с той стороны, на которую установлены поверхностно монтируемые компоненты.
6. Пайка волной. Пайка волной осуществляется аналогично методу монтажа в отверстия. Компоненты, предназначенные для монтажа на поверхность, выдерживают воздействие волны припоя в течение нескольких секунд, поэтому волна может проходить непосредственно по корпусам компонентов. Корпус компонента может препятствовать попаданию припоя на контактные площадки, образуя, так называемую, теневую зону. Для устранения этого эффекта платы проектируются таким образом, чтобы волна двигалась вдоль сторон микросхем, на которых располагаются выводы, и поперек ЧИП-компонентов. Если микросхема имеет выводы по четырем сторонам, она устанавливается на плату под углом 45º.
После выполнения пайки плата может подвергаться отмывке и сушке.
Другие вариации технологии поверхностного монтажаСуществуют и другие методы сборки печатных узлов, основанные на технологии поверхностного монтажа.
Комбинированный монтаж может выполняться в два этапа: сначала производится монтаж поверхностных компонентов с применением пайки оплавлением, затем установка и пайка компонентов, монтируемых в отверстия, вручную, волной или селективной пайкой. Данный метод является в настоящее время наиболее распространенным для сборки узлов по комбинированной технологии.
При сборке узлов, имеющих компоненты для монтажа на поверхность с обеих сторон платы, сначала производится нанесение пасты и установка на клей компонентов с одной стороны, затем пайка оплавлением, затем установка компонентов на пасту с другой стороны и вновь пайка оплавлением. При этом плата должна переворачиваться после первой пайки, что требует установки в линию специальных устройств переворота. При второй пайке уже существующие паяные соединения, как правило, расплавляются, поэтому компоненты с нижней стороны платы желательно устанавливать на клей, однако в некоторых случаях, когда применяются легкие компоненты, клей не наносится, и компоненты удерживаются силами поверхностного натяжения припоя.
ЗаключениеОчевидные преимущества поверхностного монтажа приводят к постоянному расширению сферы его применения и развитию технологических методов, применяемых в данной технологии. Особенности отдельных операций, а также современные способы монтажа рассматриваются в специализированных статьях.